剥がれにくく、長持ちするコーティング技術の追求 PVDコーティング、イオンプレーティング、 DLCコーティング
service

コーティングに関するこんなお悩みありませんか?
-

PVDコーティングが
すぐに剥がれてしまう
(密着性、摺動性の課題がある) -
難しい形状・素材などで
コーティングをしたい -
小ロット短納期で
コーティングしてもらいたい
オカネツのコーティング技術が解決します

POINT 01
豊富な実績を基に
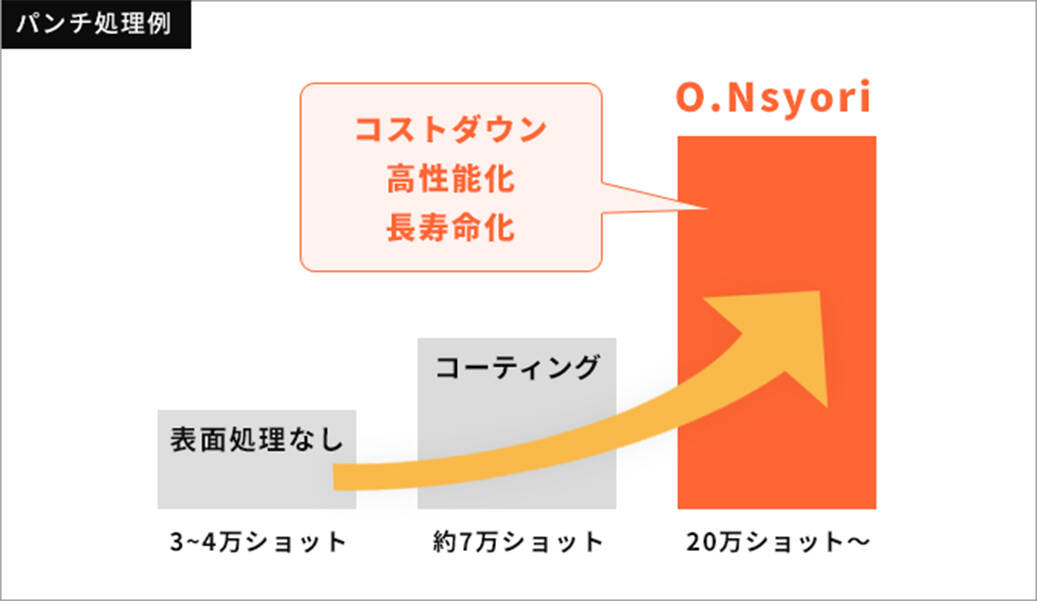
金型・切削工具などの長寿命化・高性能化・コストダウンを実現
製品に合った鋼材・コーティング皮膜の選定や熱処理条件の設定等、豊富な経験をもとに金型や切削工具に関するお悩みの解決策をご提案します。
課題解決ご提案例
- ⒈工具、金型を長寿命化したい
- ⒉切削工具の滑り、摺動性を出したい
- ⒊コーティング時の変寸を少なくしたい
- ⒋製品の寸法が足りないので太らせたい
- ⒌膜厚が薄いコーティング、膜厚の安定化をしたい
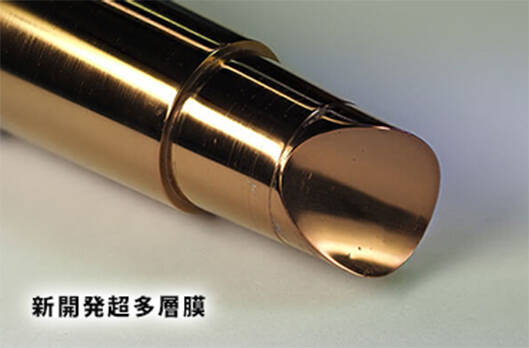
POINT 02 当社オリジナル 高性能PVDコーティング
当社では一般的なコーティングの他に自社独自にPVDコーティング(イオンプレーティング)膜種をご用意しております
O.Ncoat
-
MG:抜群の摺動性・耐摩耗性
- ・優れた摺動性 動摩擦係数 0.32
- ・硬さ 3200~3500HV
- ・優れた密着性・耐摩耗性
- ・主に金型向け
-
TG:難削材加工の決定版
- ・硬さ 3300~3600HV
- ・酸化温度 1200℃
- ・難削材加工に最適
- ・主に超硬工具等の切削工具向け

-
TiAlN-H:卓越した耐熱性・耐摩耗性
- ・硬さ 3500~3800HV
- ・酸化温度 900℃
- ・優れた耐熱性・耐摩耗性
- ・高速ドライ切削加工・金型向け


O.Ncoat膜種ラインナップ
| 膜種 | |||||
|---|---|---|---|---|---|
| 色調 |  |
 |
 干渉色 干渉色 |
||
| 品名 | TiAlN-H | MG | TG | ||
| 硬度Hv | 3,500~3,800 | 3,200~3,500 | 3,300~3,600 | ||
| 膜厚 | 2~3μm | 2~3μm | 2~3μm | ||
| ※動摩擦係数 | 0.58 | 0.32 | 0.53 | ||
| 酸化温度 | ~900℃ | ~800℃ | 1,200℃ | ||
| 処理温度 | 500℃ | 500℃ | 500℃ | ||
| 用途例 | 高速切削工具 金型 機械部品 |
金型 機械部品 |
切削工具 難削材用 |
||
| 膜種 | |||||
|---|---|---|---|---|---|
| 色調 |  |
 |
 |
||
| 品名 | TiN | TiCN | CrN | ||
| 硬度Hv | 2,000~3,100 | 2,200~2,800 | 1,200~1,800 | ||
| 膜厚 | 2~3μm | 2~3μm | 2~3μm | ||
| 酸化温度 | ~600℃ | ~600℃ | ~700℃ | ||
| 処理温度 | 500℃ | 500℃ | 500℃ | ||
| 用途例 | 切削工具 金型 機械部品 |
切削工具 金型 機械部品 |
軟質金属用治工具 金型 自動車、機械部品 |
||
POINT 03 小ロット短納期対応します
強密着性・高耐久性のPVDコーティングを1個から短納期個別対応で提供
- 1個対応や個別対応など少量でのコーティングに柔軟に対応しております
- 少量対応で、マスキングなどの手作業工程もおまかせください
- コーティング処理前後の表面改質・表面研磨(乾・湿)、ホーニング処理にも対応します
- 工具等の再研磨・コーティング皮膜の剥離皮膜作業から、再コーティングまで一貫して対応します
様々な企業・業界・コーティングの取り扱い実績
40年以上のノウハウでコーティングを提案します
- 切削工具
- ドリル、リーマ、エンドミル、ブローチ、タップ、歯切り工具、超硬工具、チップ、メタルソー等
- 冷間加工用金型
- プレス抜き、折り曲げ、プレス絞り、成形、 ロール、圧縮パンチ、スピニング用治具
- 熱間加工用金型
- ダイカスト金型、プラスチック金型、プレス金型
- 自動車・機械部品
- 自動車・機械部品

課題解決事例
PVDコーティング・イオンプレーティングに関する課題を解決した事例を紹介します。
製品事例
-
- 用途・品名
- 金型の入子部品・パンチ・ピンへのコーティング
- 材質
- SKD11
- 工程
- 各種コーティング
- 処理炉
- AIP炉
- 概要
- 金型の入子部品・パンチ・ピン等へ各種コーティング処理をすることで、耐磨耗性が向上し、金型の長寿命化が図れます。
-
- 用途・品名
- ドリル・エンドミル
- 材質
- SKH51
- 工程
- 各種コーティング
- 処理炉
- AIP炉
- 概要
- コーティング処理の無いドリル・エンドミル等をご購入されたものを弊社で各種コーティング処理を施して長寿命化、高性能化が図れます。


よくある質問
-
樹脂型の離型性に効果があるコーティングはあるか?
コーティングではありませんが、当社のオカネツ窒化は樹脂型の離型性に実績があります。詳細はこちらをご覧ください。
-
鋳物にコーティングは可能か?
コーティング前にベーキング処理をして頂くと可能です。ただし、可能であれば材料の変更をお勧めします。
-
真鍮にコーティングは可能か?
当社では処理しておりません。Cu-Zn合金のためZnがべーパーし、コーティング炉チャンバーが汚れるためです。
-
パイプ形状の製品にコーティングは可能か?
パイプの表面にはコーティング可能ですが、内部は口径やパイプ長によってはコーティングが届かない場合があります。事前にご相談下さい。
-
SKS製の部品にコーティングは可能か?
可能です。ただしコーティング処理温度が500℃前後かかります。焼き戻し時に高温戻しをご指定下さい。
-
装飾系のコーティングでイエローグリーンやピンクゴールド色は可能か?
当社HPに掲載されています色味以外ではブルーとピンクが可能です。但し、細かい色指定はできませんので事前にご相談下さい。
-
銅にコーティングは可能か?
低温処理でなら可能です。事前にご相談下さい。
-
SKD11で製作した製品にコーティングを施したいが、以前に熱処理は高温戻しが必要と言われたことがある。その理由は?
コーティング処理時に500℃前後の温度がかかります。熱処理時に低温で戻してある場合はコーティング時に変形や変寸等が発生します。これらを防ぐために熱処理時は高温戻しを施す必要があります。
-
イオン窒化とラスター処理の違いは?
・イオン窒化は減圧化で数百ボルトの直流電流を印可し、グロー放電(プラズマ)を発生させ、分解されたNイオンによって窒化する方法です。表面に化合物層ができます。
・当社のラスター処理は電子ビームを直接窒素分子にあて、窒素を取り出します。以下の特長があります。
1.化合物層を形成しない
2.高アスペクト比の狭いスリットや孔の内面の窒化が可能
3.鋭い刃先の窒化処理が可能 -
ミスミのDLCコーティングパンチにTiCNなどのコーティングは可能ですか?
DLCが低温処理に対してTiCNの処理温度が500℃のため、500℃で成膜すると下のDLCが変質してしまいます。また、DLCは電気を通しにくいのでバイアスがかからず、イオン蒸着はほぼできません。DLCコーティングを剥離してからのTiCNコーティングをおすすめします。
-
コーティングが付きにくい材質があれば教えてください。
・電流を流さないもの。
・ガスが発生するもの。
・表面に酸化被膜がついているもの、不動態被膜がついているもの
(酸化膜・不動態被膜を除去すれば可) -
鏡面仕上げになるように磨いてもらうことは可能ですか?
協力会社様にお願いすることで、平面、内面等様々な研磨が可能です。
-
コーティング膜は同じでも色の違う時があります。なぜですか?
イオンの蒸発量のバラつきにより、多少色の違うことがあります。性能には問題ありません。また、炉内の保持部によっても違うことがあります。
-
膜厚を10μm乗せたいのですが可能ですか?
膜の種類は限られますが可能です。ただし専用バッチを組む必要があるため、価格はご相談ください。(5μm以上乗せた場合は圧縮残留応力の影響で膜自体が壊れて剥がれる可能性があります。)
-
針金の跡が分からないようにしたいです。
セット時の針金保持部の場所を変え、2回コーティングをかけることで見えにくくすることは可能ですが、跡は残ります。
-
TiNとDLCを同じ製品にコーテイングすることは可能ですか?
TiN後にDLCをかけることは可能です。しかし逆の順番では、処理温度の関係でDLCが壊れて取れてしまうので不可能です。
-
どのような膜、または母材でも剥離することはできますか?
弊社でコーティングしたものは超硬を除いて剥離可能です。(PVDコーティングを施した超硬の剥離は行っていませんが、DLCの場合は可能です)
他社のコーティングについてはご相談下さい。チタン成分を溶かす薬品を使用しているため、チタン製品の剥離は不可となります。 -
アルミにコーティングはできますか?
低温処理でしたら可能です。しかしそのままコーティングすると母材が柔らかいため膜が壊れてしまいます。下地に無電解ニッケルクロムメッキを施すことをおすすめします。
-
コーティングは錆止めになりますか?
完全な錆止めにはなりません。コーティング前にわずかな残った錆がコーティング後に膜の下で広がってしまい、くすんだ色合いになることがあります。
-
コーティングをした磁気製品(磁気を保ったまま)の剥離はできますか?
剥離自体は磁気に影響を与えるものではないので可能です。
-
コーティングとメッキの違いは?
コーティングは乾式法、メッキは湿式法となります。
-
PVDとCVDの違いは?
一番の大きな違いは処理温度です。
・PVD(物理蒸着)処理温度は400~500℃近辺が一般的です。
・CVD(化学蒸着)処理温度は1100℃近辺となります。CVDは密着力が高くガス雰囲気で行うので、細部への付き回りは良いが、変寸を伴うこともありますのでご了承ください。 -
超硬などに18金やロジウムRh(白金の一種)のコーティングはやっていますか?
当社では対応しておりません。
-
ジュエリーなど肌に直接触れるものにコーティングはできますか?
コーティングは可能です。おすすめは、TiN膜となります。TiNは医療器具や食品、薬などを扱う現場で使用されており、安全性に問題はありません。材質によってできるもの、できないもの御座いますので事前にご連絡下さい。
-
コーティングの部分剥離はできますか?
アルカリ性の薬品に全浸漬させるため、部分的な剥離は対応しておりません。
-
クロムメッキの上からコーティングは可能ですか?
コーティングの処理温度が500℃に対して、クロムメッキの処理温度が低いため剥離が起こる可能性があります。事前にご相談下さい。
-
マスキングの対応は可能ですか?
有償にはなりますが対応可能です。事前にご相談をお願いします。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間