真空浸炭焼入れ
service

真空浸炭に切り替えませんか?
ガス浸炭よりも
- 浸炭ムラがない
- 表面硬さが向上
- 疲労強度に優れている
単品・小ロット歓迎

真空浸炭とは?
表面硬さが上がらない鋼材(低炭素鋼、ss等)は真空浸炭が有効です。
真空浸炭とは、バッチ炉内減圧下においてアセチレンガスを挿入し、そのガスの熱分解によって生じる活性炭素を製品表面に浸透拡散させるプロセスです。
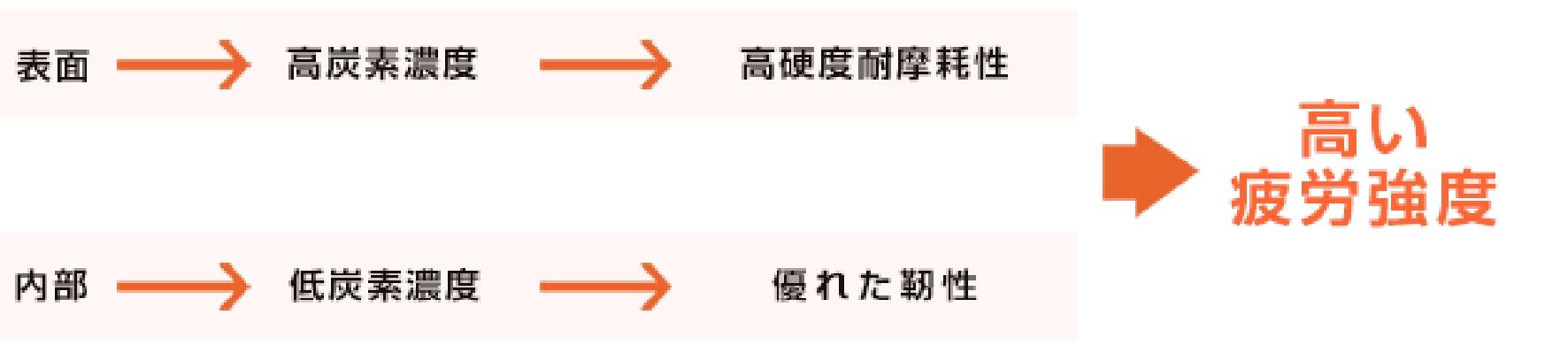
炭素濃度を高めてから焼入れをすることで表面は硬く、耐摩耗性が得られ、内部は硬さが低いため高靱性が得られます。
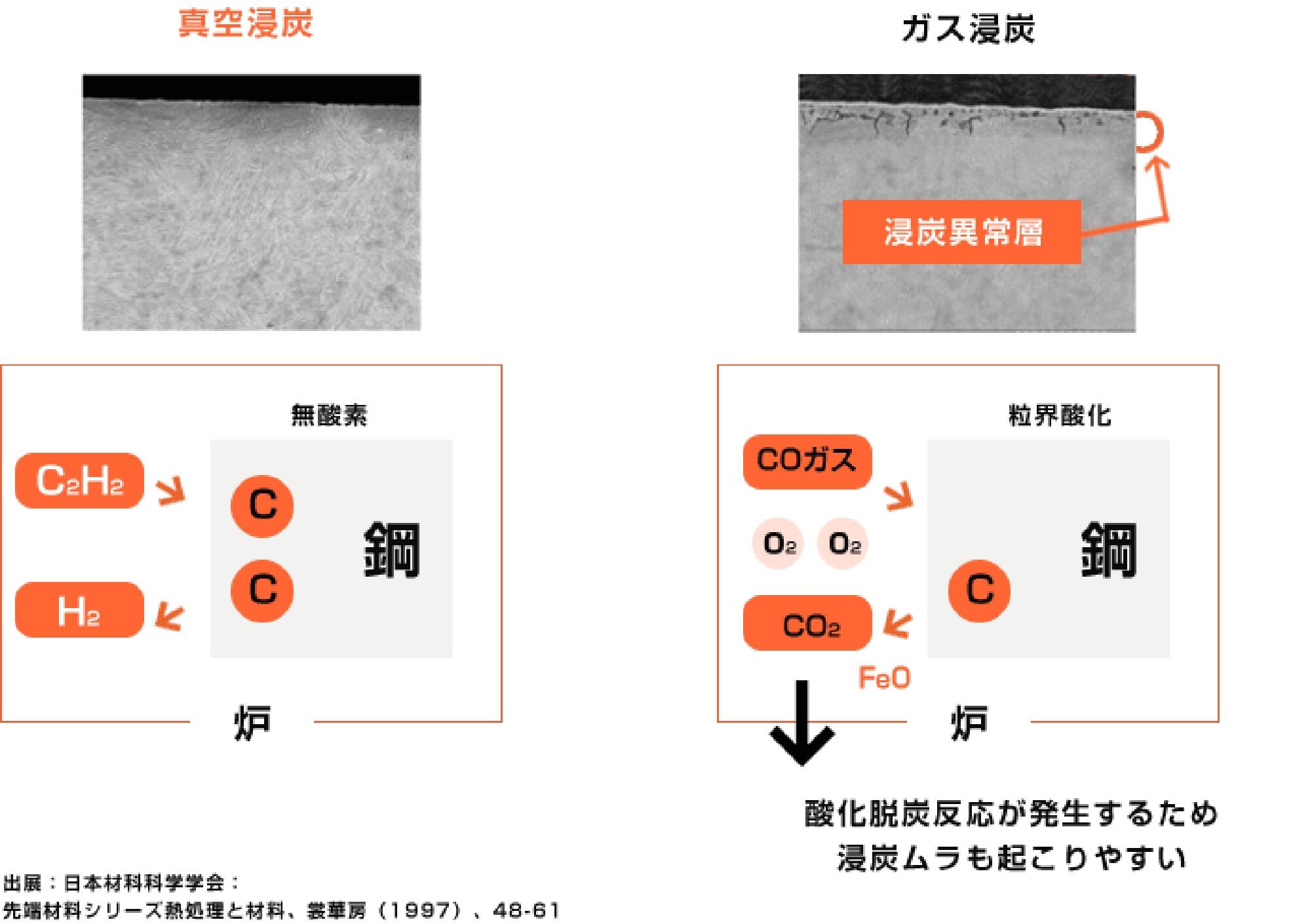
真空炉内で処理を行うため、表層部の粒界酸化や浸炭ムラがありません。
また、セメンタイトの球状化により被削性が高まるほか、軸受鋼の疲労強度や工具鋼の靱性が改善されます。
ガス浸炭に比べて品質が向上します。
表面硬さが上がらない鋼材(低炭素鋼、ss等)は真空浸炭焼き入れが有効です。
真空浸炭の目的
やわらかい素材表面を浸炭することにより、やわらかい表面が硬くなり、耐摩耗性・摺動性・耐食性などの機体的特性の向上が見込まれ、素材の中央部はやわらかいままのため靭性に富む素材となります。
安価な素材の表面を、高級鋼と近い性質に変えることができます。
熱処理技術における真空浸炭
やコスト的には従来の浸炭処理よりも上がってしまいますが、品質面は大変優れた仕上がりになり、再現性も高い処理となります。
真空浸炭の原理とメカニズム
なぜ真空で行うのか?
鉄鋼材料を常温大気中に放置しておくと、素地の鉄と酸素が結びつき表面酸化が起こります。
その状態で熱を入れて、温度を上げていくと表面酸化が促進されてしまいますが、酸素の無い真空状態で昇温させると表面酸化が起こらず、光沢を帯びた表面に仕上げることができます。
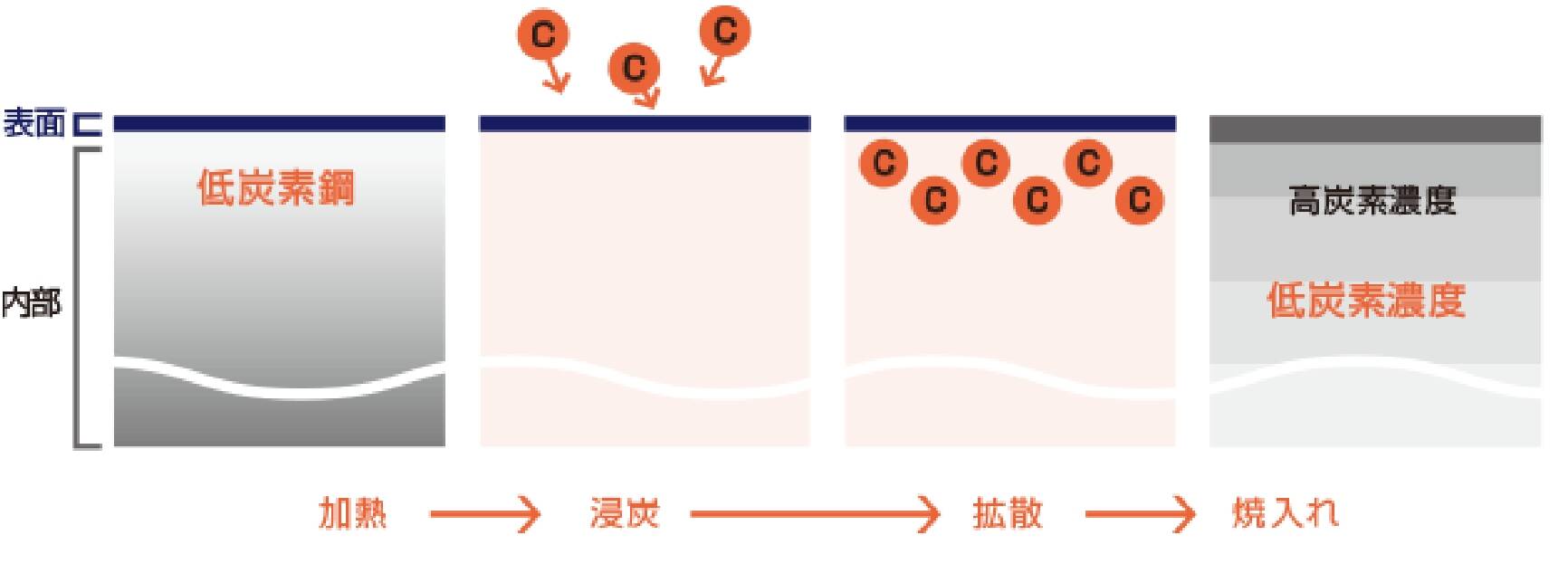
炭素が鋼材に浸透していく仕組み
鋼材表面に接触している炭素はだんだんと鋼材の中央に向かって浸透していきます。炭素は濃度高いところから低いところへ向かって浸透し、これを「拡散現象」と言います。
この現象は温度と時間により左右されやすいです。
浸炭では表面に炭素を侵入させ、拡散現象で深さを生み、焼き入れで硬さを付与します。
真空浸炭とガス浸炭の比較
| 真空浸炭 | ガス浸炭 | |
|---|---|---|
| 表層部の粒界酸化 | 無 | 有 |
| 浸炭ムラ | 無 | 有 |
| 細穴・止まり穴(袋穴)内面浸炭 | 可能 | 不可能 |
| ステンレス鋼への浸炭 | 可能 | 不可能 |
| 高濃度浸炭・深浸炭 | 容易 | 困難 |
| CO2・すすの排出 | 無 | 有 |
| セメンタイト球状化 | 有 | 無 |
POINT
コストはガス浸炭に比べ多少割高になりますが、表面の硬度・耐摩耗性が高く、浸炭ムラもなくなります。
真空浸炭の特長
特徴01 粒界酸化(内部酸化)が無いので疲労強度に優れている
真空浸炭法では雰囲気ガス中に酸素が存在しないため、鋼中への酸素の侵入がなく、鋼の表面層の結晶粒界が熱処理(雰囲気中)の酸素によって酸化させる現象が発生しません。
粒界酸化を生じさせないため、疲労強度に優れた製品を作ります。
特徴02 ムラの無い均一浸炭と細穴・止まり穴(袋穴)内面浸炭が容易
真空中に浸炭ガスを投入するため製品の全面に安定して炭素を供給し、ガスの到達できる全ての表面が均一で狙い通りの浸炭深さになります。
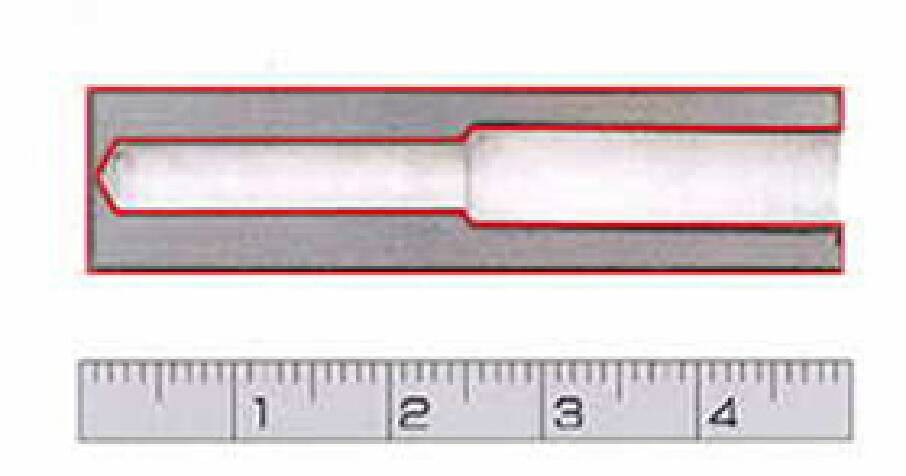
| 素材 | SCM415 |
|---|---|
| 寸法 | 13φ×50ℓmm |
| 孔径 | 6φ×24ℓmm+4φ×24ℓmm |
| 浸炭条件 | 930℃×90分→850度→OQ |
| 有効浸炭深さ | 0.65mm |
特徴03 ステンレス鋼の浸炭が可能
真空浸炭技術により、高温での処理が可能になり、ステンレス鋼への浸炭が可能になりました。
耐食性に優れたステンレス鋼に浸炭し耐摩耗性の向上を付加し、高機能化を図ります。
特徴04 高濃度浸炭や深浸炭が容易
製品表面の炭素量を多くして、マルテンサイト組織中に多量の粒状金属炭化物を析出させる浸炭法(C.D法)です。
また、炭素のみを拡散する浸炭に対し、炭素と窒素を拡散させる浸炭窒化も可能です。
メリットとして下記が挙げられます。
- ・高い表面硬さが得られる
- ・耐摩耗性、耐チッピング性が向上する
- ・耐疲労、耐焼付き性が向上する
- ・高温強さが向上する
また、当社の真空浸炭技術では真空浸炭窒化と同じ程度の硬さを得ることが可能です。
鋼の浸炭硬化層深さについて
有効硬化層深さ
焼入れのまま、又は200℃を超えない温度で焼戻しした硬化層の表面から、限界硬さ(HV550)の位置までの距離。
資料提供:信州大学 工学部 機械システム工学科 杉本研究室
全硬化層深さ
硬化層の表面から、硬化層と生地の物理的又は化学的性質の差異が、もはや区別できない位置までの距離。
ここでいう物理的性質は硬さで、化学的性質はマクロ組織で判定する。
浸炭の仕組み
浸炭の特長
真空浸炭の処理工程
ステップ1:洗浄・脱脂
お客様から預かった製品には切削油などが付着していることが多く、この油は防錆などの役割を果たしています。
ただし、このまま浸炭処理を行ってしまうと製品に油の焼き付きが起こり、品質に影響が出ます。
また、油の蒸発により炉内も汚れてしまうので、丁寧に脱脂・洗浄を行う必要があります。
ステップ2:炉内への装入と真空引き
製品を真空炉へ挿入。
炉内を真空状態にし大気(酸素)を排出することにより酸化を防ぎ優れた浸炭層にします。
ステップ3:昇温・温度均一
浸炭温度まで昇温し、製品内部と外部の温度が浸炭温度に達するように保持します。
ステップ4:浸炭工程(アセチレンガスなどの導入)
浸炭性ガスであるアセチレンガスを炉内に導入することにより、ガス中の炭素を鋼の表面に浸透させます。
ステップ5:拡散工程
鋼の表面に浸透させた炭素を、鋼中へ拡散させます。
ステップ6:焼き入れ(ガス冷却または油冷却)
通常の焼き入れ方法は冷却スピードが必要になるため、なるべく早く冷却する必要があります。
そのため、油冷却が必要になりますが、SUS浸炭のように冷却スピードをひつようとしない製品はガス冷却でもよい場合があります。
ステップ7:焼き戻し
焼き入れされた製品は硬くてもろいため、焼き戻しを行います。
これにより硬さは多少犠牲になりますが、靭性のある硬化層が得られます。
設備・仕様

| 炉内有効寸法 | 600×1200×600h |
|---|---|
| 最高使用温度 | 1100℃ |
| 処理量 | 400kg |
| 炉メーカー | IHI機械システム |
課題解決事例
真空浸炭焼入れに関する課題解決事例を紹介します。
製品事例
-
- 用途・品名
- 自動車部品
- 材質
- SCM415
- 工程
- 真空浸炭焼入れ
- 処理炉
- 真空浸炭炉
- 概要
- ガス浸炭している製品を真空浸炭に変えたところ耐磨耗性が約1.3倍向上した。
お客様の声
-
高濃度浸炭を依頼しました
・材料開発のため高濃度浸炭が必要となり、処理ができる熱処理会社を探していました。オカネツの真空浸炭で高濃度浸炭ができるということで依頼しました。極めて満足できる結果を得られました。

納品までの流れ
-
01
お問い合わせ 電話orメール
-
02
打ち合わせ・仕様確認
-
03
お見積り 試作・テスト
-
04
製品の(送付)受領
-
05
浸炭
-
06
検査
-
07
製品配送
品質保証について
マイクロスコープや拡大鏡、マイクロゲージ等の検査設備を使用し、
製品の品質管理・検査を行っております。

集配対応エリアについて
当社ルート便 集配対応エリア
-
長野県
諏訪市、岡谷市、茅野市、伊那市、駒ヶ根市、辰野町、箕輪町、松本市、塩尻市、安曇野市、池田町、大町市、 飯田市、松川町、中野市、長野市、須坂市、千曲市、坂城町、上田市、東御市、小諸市、佐久市
-
山梨県
北杜市、韮崎市、甲斐市、甲府市、山梨市、南アルプス市

県外のお客様(当社ルート便対応エリア外のお客様)
-
お客様からの配送は全国対応
各種宅配便(ヤマト運輸・佐川急便・西濃運輸・日本郵政など)による受け入れ・発送が可能です。
お客様のご都合の良い配送業者でご送付ください。
お客様とのお打ち合せにより配送業者や配送日程などを決定します。
お気軽にお問い合わせください
contact
-
お急ぎの方はお電話下さい
IP直通 0266-23-4611
- 受付時間
- 8:30~17:00(平日)
-
図面をお持ちの方はFAXでも受け付けております
0266-23-4652受付時間24時間